
技術情報
継手
プラネット・プラフロン(メッシュタイプ)をエンドレスするときの継手方法を以下に示します。網目の大きさや織り方によってはできないものもありますので、詳しくは当社までお問い合わせください。シートタイプのプラフロンは、オーバーラップさせて溶着したり、専用の継手部品を使ったりしてエンドレスします。
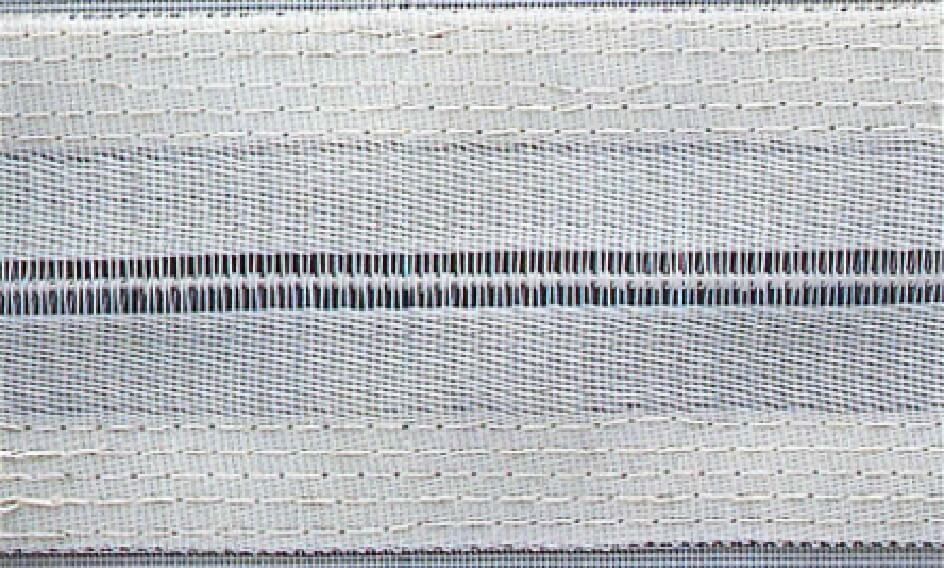
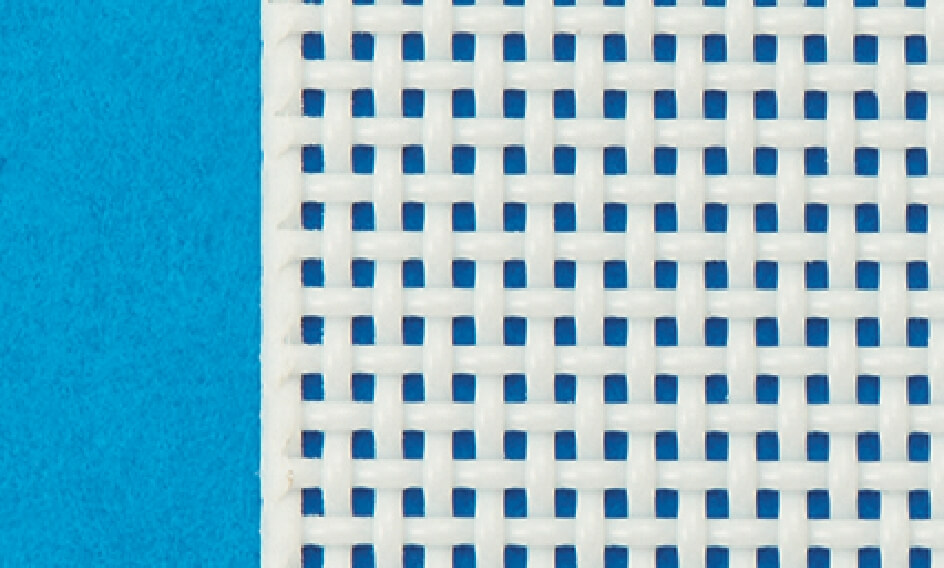
織継
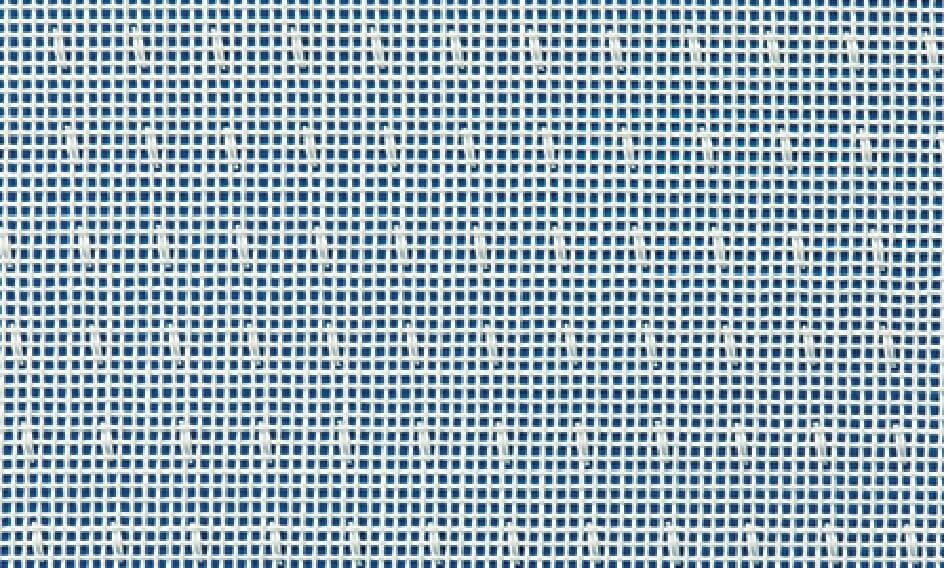
縦糸を織り込みエンドレスする方法で、継手部と普通部の差異が少なく、耐久性もあり、継手での性能低下が最もありません。粗い網目の場合、継手部強度保持のため、外観が普通部と異なる場合があります。
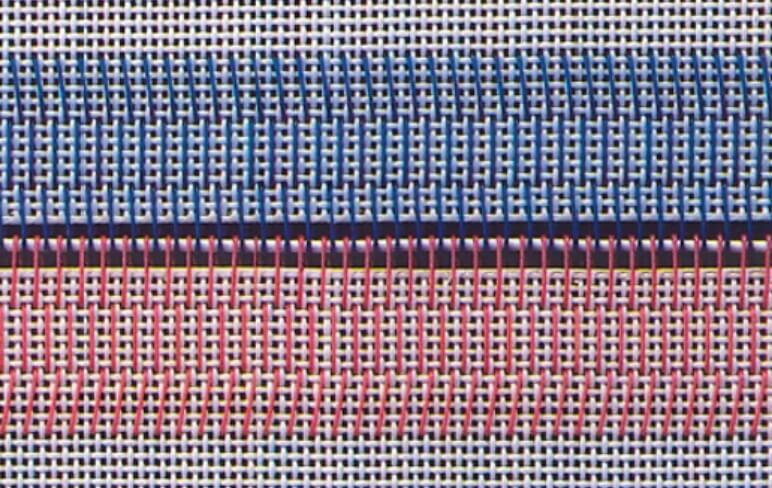
クリッパーレーシング
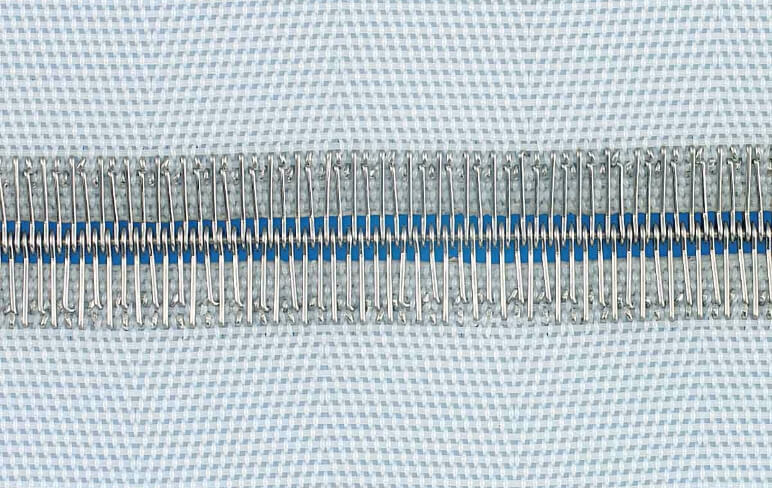
ステンレス製のフックを取り付けたタイプで、前後端のフック同士をワイヤーで連結してエンドレスします。ネットの脱着が容易ですが、レーシングタイプは普通部との差異が大きくなります。脱水機向けで使用されることが多いです。
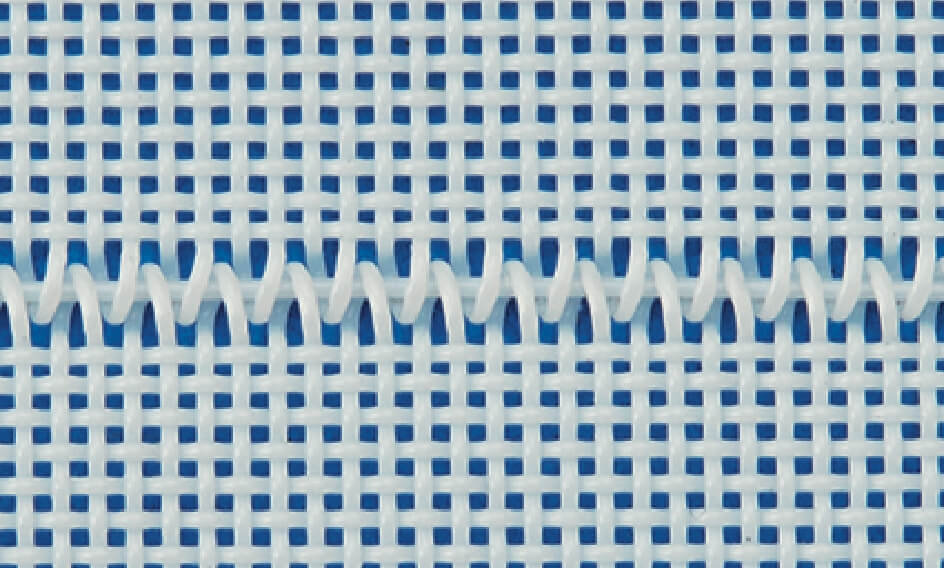
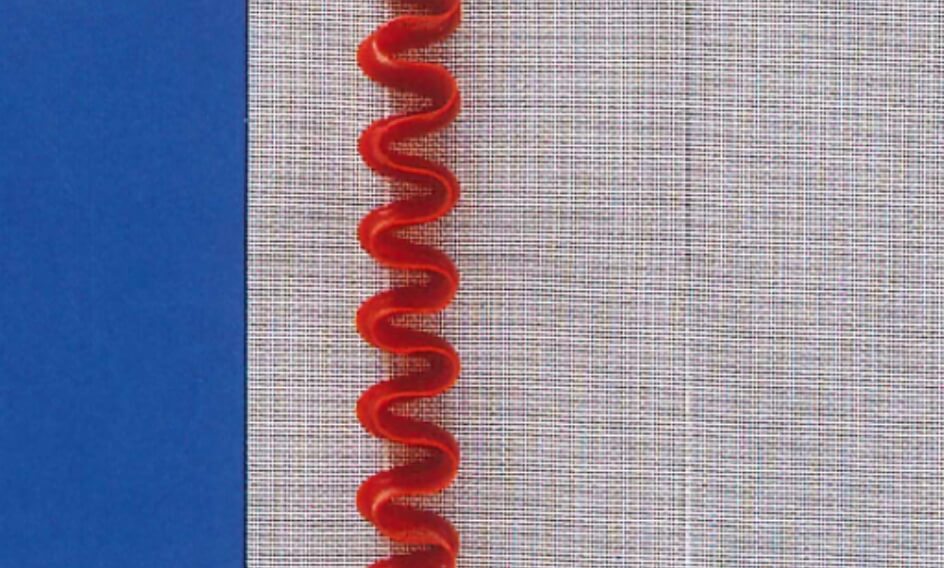
スパイラルレーシング
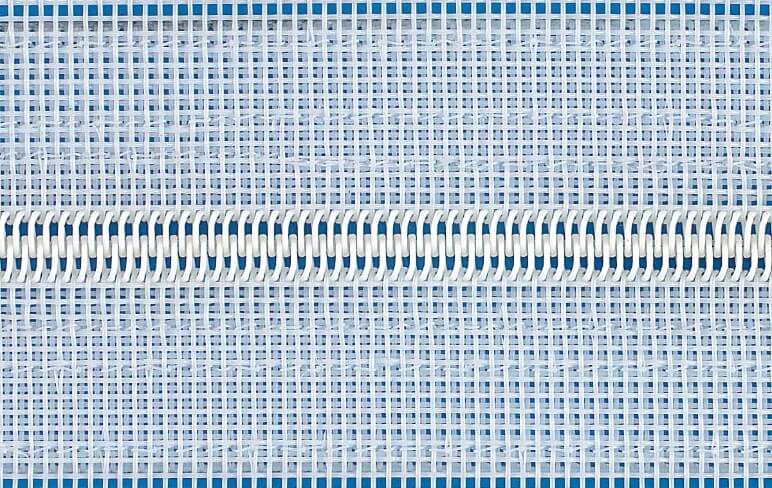
らせん状のループを取り付けたタイプで、前後端のループ同士をワイヤーで連結してエンドレスします。クリッパーレーシングのように金属を使用できない場合に用いられます。
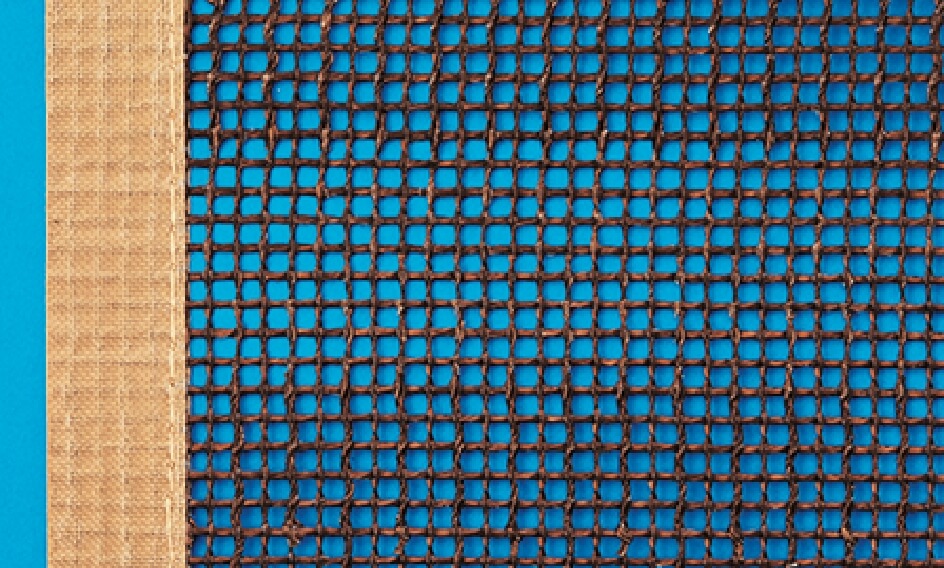
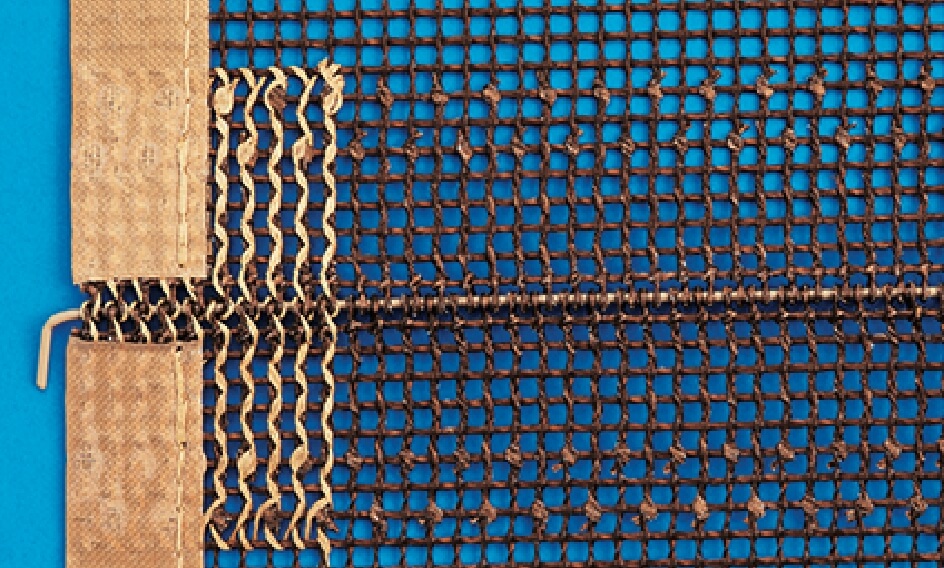
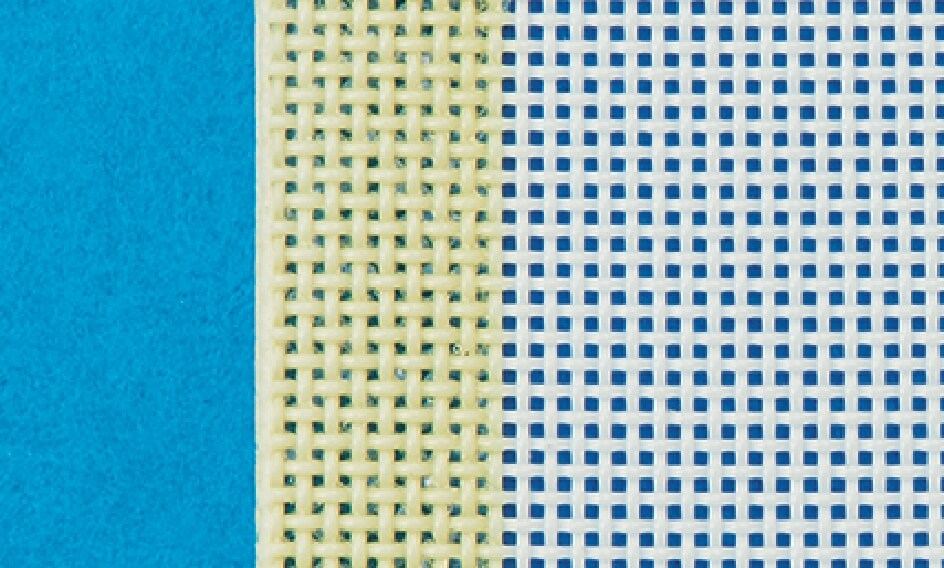
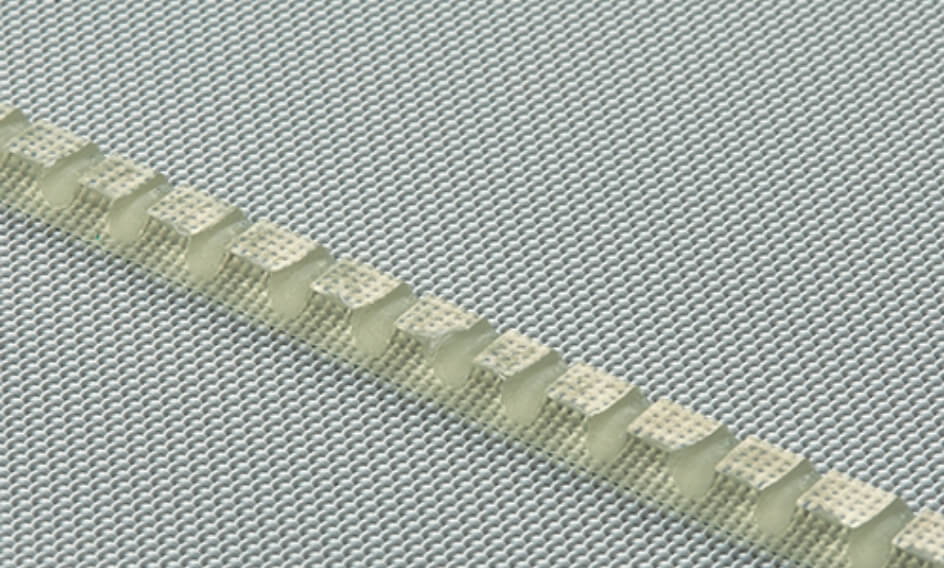
テープレーシング

ループを有するテープをミシン掛けしたタイプで、主に回転式ドラムに使用されます。プラフロン(メッシュタイプ)では、基布を折り返しループを作ったものをベルト本体に縫い付け溶着します。
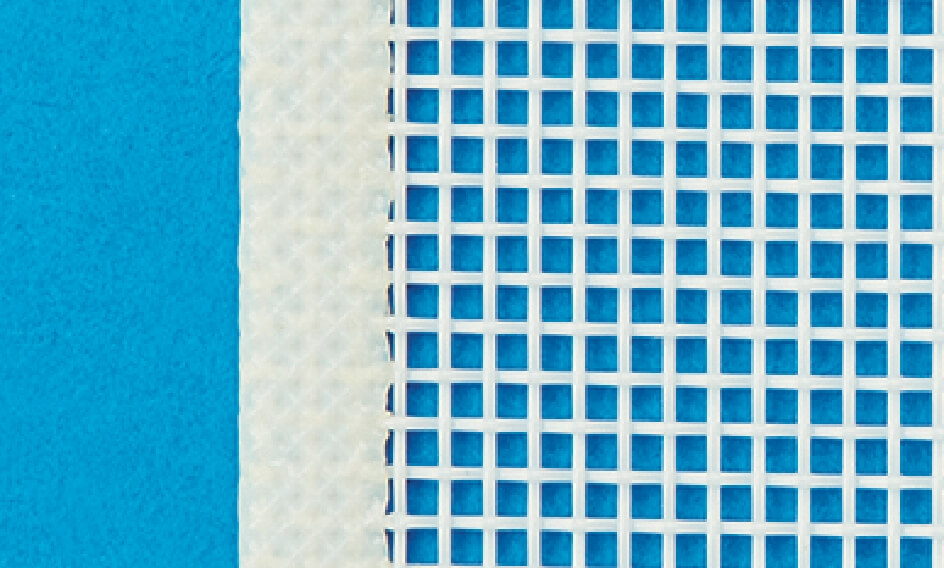
織継レーシング
織継の技術を応用することにより、レーシング継の欠点である普通部との差異を最小限にした継手です。
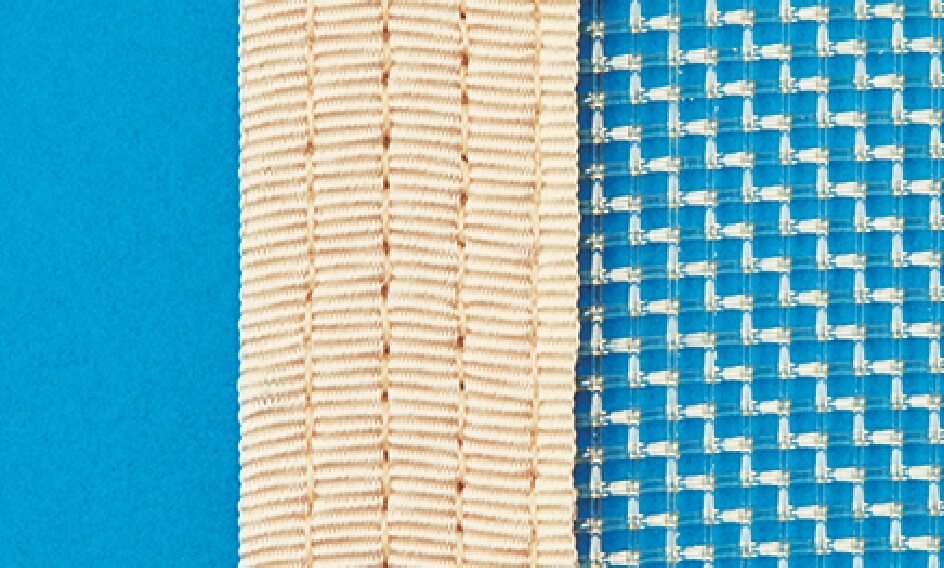
かがりレーシング
専用のレーシング線でかがってループを作るタイプで、高面圧に耐え、高い耐摩耗性をもつ継手です。
耳加工
プラネットの幅方向端部処理(耳加工)方法を以下に示します。
-
コテ止め
プラネットの標準的な耳加工になります。熱で端部(耳部)を溶かし、ほつれにくくします。
-
耳樹脂加工
コテ止めしたあと、さらに耳部を補強するために樹脂を塗布します。用途に応じて樹脂の種類を使い分けます。
-
FT加工・ウレタン溶着加工
FT加工ではポリエステルシートを、ウレタン溶着加工ではウレタンシートを耳部表裏に溶着し、耳部を補強します。
-
布当て加工
耳部にポリエステル、PPSの布をミシン縫いして補強します。
追加工
プラネット・プラフロンへの追加工の例を以下に示します。
-
Vベルト・スタッド加工
蛇行調整機器が使用できない場合、ベルトにVベルト加工やスタッド加工を施すことで矯正運転ができます。ローラー側に溝を設ける必要もあります。
-
ストッパー加工
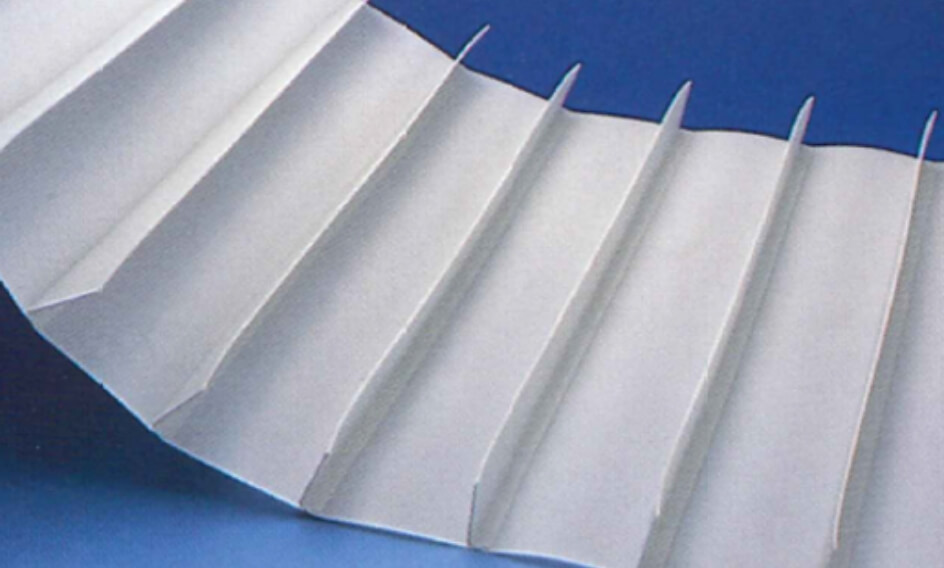
傾斜コンベヤー等で搬送物の滑りを防ぐため、ストッパーを取り付けることができます。
-
サイドストッパー加工
横から搬送物が脱落するのを防ぐため、耳側にストッパーを取り付けることができます。