
技術情報
設計の流れ
関西金網では、お客様のご使用条件にもとづいて、最適なフィルターを提案します。
設計フロー
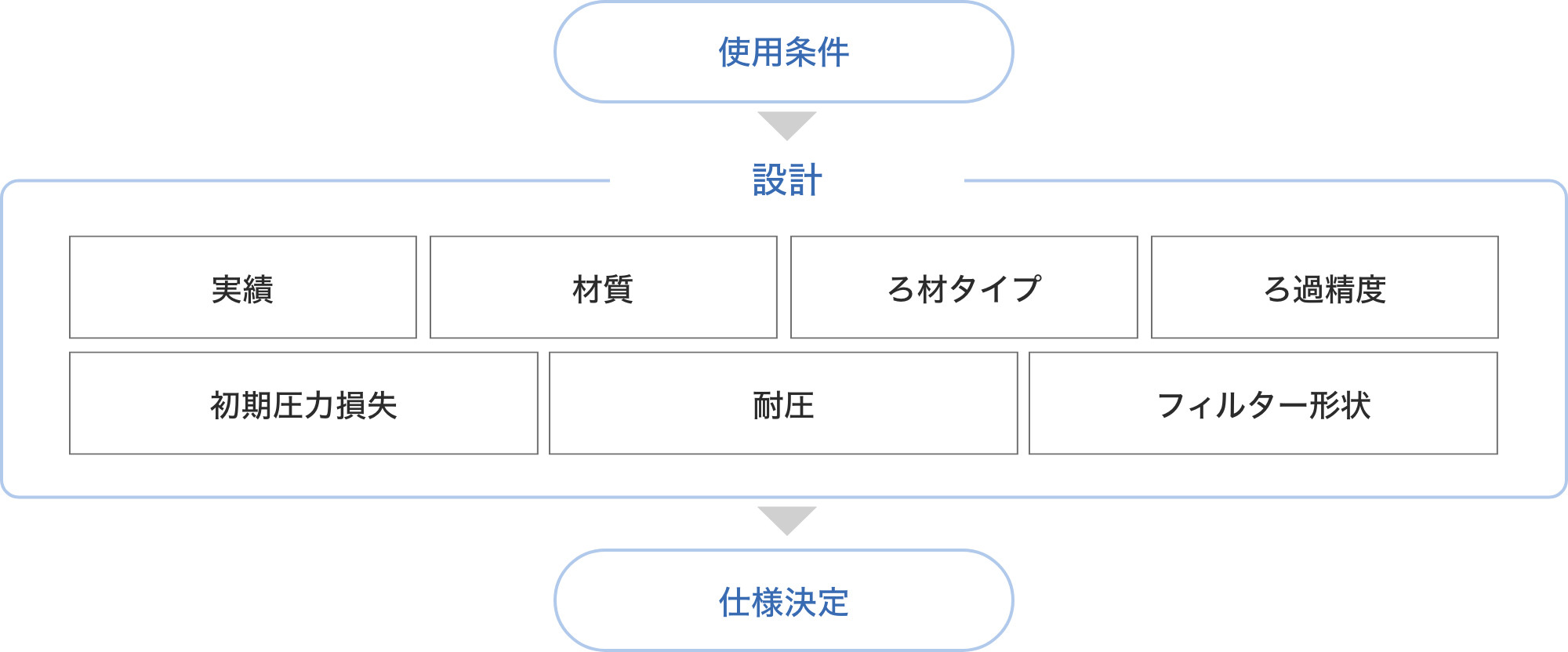
| 使用条件 | フィルターを導入する、あるいは使用されているプロセスでの粒子・流体条件や操作条件等を確認します。 |
|---|---|
| 実績 | すでにフィルターを利用されている場合や、当社の実績に使用条件とマッチするものがあれば、それらを参考にします。 |
| 材質 | 温度や腐食環境、ろ材タイプを考慮して材質を選定します。金属製フィルターではSUS304やSUS316、SUS316Lが一般的です。 |
| ろ材タイプ |
ろ過の目的や使用条件から、ろ材タイプ(ろ材の種類)を決めます。各種ろ材の詳細な特徴は製品情報をご覧ください。また、ろ材の種類別に性能を比較した一例を下にまとめています。 ろ材特性の比較例へ |
| ろ過精度 |
求められるろ過精度(分離したい粒子の大きさ)から、ろ材の目開き/細孔径を決定します。 目開き・開孔率計算へ |
| 初期圧力損失 |
使用条件でのろ材の初期圧力損失を計算し、許容圧力損失以内であることを確認します。 ※ろ材タイプ、フィルター形状によっては計算できない場合もあります。 初期圧力損失へ |
| 耐圧 |
フィルターの耐圧を計算し、フィルターが使用条件に耐えられることを確認します。 ※ろ材タイプ、フィルター形状によっては計算できない場合もあります。 |
| フィルター形状 | ろ材を加工することで、様々な形状(円形、角形、円筒型、プリーツ状、カートリッジ化等)のフィルターエレメントを作ることが可能です。用途やフィルターハウジングに合ったフィルター形状・サイズの検討を行います。 |
| 仕様決定 | 上記設計を経て、お客様の要求を満たすフィルター仕様を決定します。 |
ろ材特性の比較例※1
| ろ材タイプ | 目開き分布/ 細孔径分布 |
初期圧力損失 ※2 |
耐圧強度 | 開孔率/空間率 ※3 |
洗浄性 |
|---|---|---|---|---|---|
| 平織・綾織金網 | ◎ | ◎ | △ | ○ | ○ |
| 平畳織・綾畳織金網 | ○ | ○ | ○ | ○ | ○ |
| 焼結金網 | ○ | △ | ◎ | ○ | ◎ |
| 焼結金属繊維不織布(ベキポア) | △ ※4 |
△ | ○ | ◎ | △ |
| パンチング(打抜金網) | ◎ | ○ | ◎ | △ | ◎ |
| SCP(スーパークリーンプレート) | ◎ | ○ | ○ | △ | ◎ |
| ウェッジワイヤースクリーン | ◎ | ○ | ◎ | △ | ◎ |
※1 各ろ材タイプの仕様によっても評価は変わりますので、あくまで目安として参照ください。
※2 初期圧力損失が低い方が良い評価としています。
※3 開孔率/空間率が高い方が良い評価としています。
※4 ベキポアは細孔径分布は広いですが、内部ろ過(深層ろ過)ろ材であるため、異物捕集量が大きいのが特長です。
オーダーメイド対応承ります!
工業用金網は、お客様の用途や使用条件によって多種多様です。当社はお客様のニーズに合わせて各部署が連携し「オーダーメイド」で製品を製造しています。
ヒアリングから納入後のサポートまで、一貫体制でお客様の求める最適な製品を提供します。
ろ過精度
フィルターがある一定以上の大きさの粒子を捕捉できる場合、その粒子の大きさをろ過(濾過)精度と言います。
一般的に絶対ろ過精度と公称ろ過精度の2つが用いられており、メーカーによって定義が異なります。当社では、液体のろ過の場合に部分分離効率(除去効率とも呼ばれます)が95%程度を示す粒子径を絶対ろ過精度としています。
ろ過精度の測定方法はメーカーによって異なりますので、他メーカーの結果と比較する際には注意が必要です。詳しくはお問い合わせください。
目開き・開孔率計算
ろ過精度は粒子特性やろ過条件によって変化するため、目開きと必ずしも一致しませんが、目開きは最も重要なファクターとなります。平織金網、綾織金網の目開きは、以下の式によって計算できます。
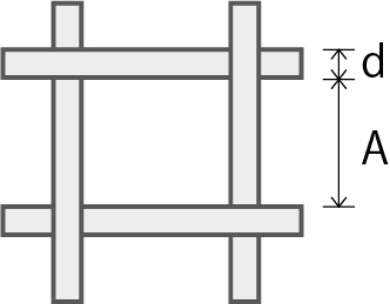
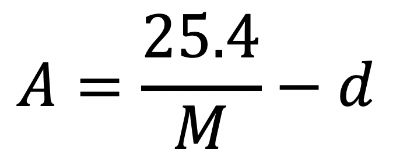
A:目開き [mm] M:メッシュ [-] d:線径 [mm]
メッシュとは1インチ(25.4mm)間にある線の数、あるいは網目の数を指します。
この式から、メッシュ、あるいは目開きだけでは平織・綾織金網を特定することはできず、線径、メッシュ、目開きのうち少なくとも2つの情報が必要であることがわかります。
開孔率(ろ材表面のうち網目開口部が占める面積割合)は次式で計算されます。
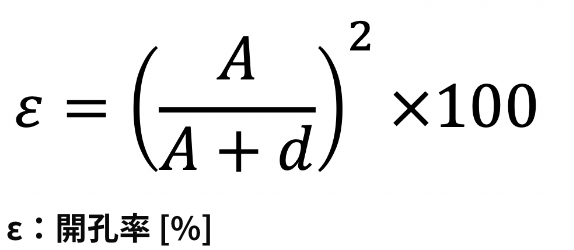
同じ目開きの場合、線径を小さくするほど開孔率は高くなり、処理能力は上がりますが、耐圧強度は下がります。反対に、同じ目開きで線径を大きくすると、開孔率は低くなり、処理能力は下がりますが、耐圧強度は上がります。
カタログには、平織、綾織金網の線径、目開き、開孔率の関係をまとめた仕様一覧もあります。
平畳織・綾畳織金網は立体的な網目構造を持つため、目開き計算式も複雑になります。目開き計算が必要な場合は、当社までお問い合わせください。
その他のろ材タイプのろ過精度(公称ろ過精度、絶対ろ過精度)や目開き、開孔率(開口率)については、製品情報やカタログをご参照ください。
フィルターの目開きや初期圧力損失、
その他技術的なお困りごとがありましたら、
ご遠慮なくお問い合わせください。
初期圧力損失
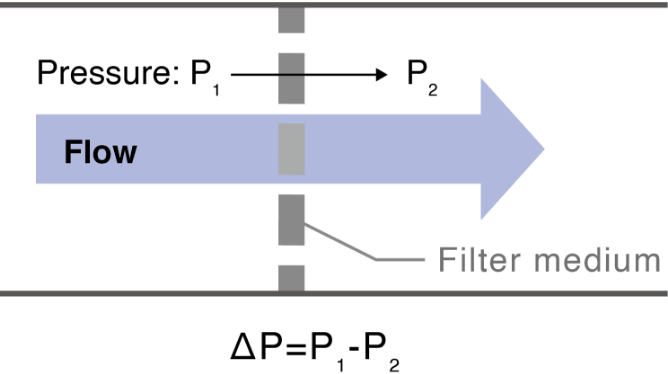
流体がろ材を通過するとき、ろ材が抵抗となって圧力損失(圧損、差圧)が生じます。圧力損失はろ過に必要な圧力やろ過寿命(フィルター交換サイクル)に関わる重要なパラメータになります。目詰まりやケーク(ろ材上にできる粒子層)がない状態のろ材のみの圧力損失を初期圧力損失と言います。
多くのろ材の初期圧力損失は、以下の計算式で表されます(単位を間違えないようご注意ください)。

- ΔP:圧力損失 [Pa]
- u:流速 [m/s](=流量[ℓ/min]÷ろ過面積[cm2]×1/6)
- α:粘性抵抗係数[m-1]
- β:慣性抵抗係数[-]
- μ:粘度[Pa・s]
- ρ:密度[kg/m3]
粘性抵抗係数α、慣性抵抗係数βはろ材固有の係数であり、計算や空気透過試験、流体解析により求めることができます。
主な平織・綾織・平畳・綾畳織金網の抵抗係数α、βは製品カタログに掲載されています。
ベキポアの抵抗係数αもカタログに記載されています(ベキポアは主として層流条件のろ過で使用されるため、慣性抵抗係数を考慮していません)。
織金網や焼結金網(ポアメット)に関しては、空気や水に対する圧力損失のグラフ(流量vs圧力損失)もカタログに掲載しています。
フィルターの
評価試験

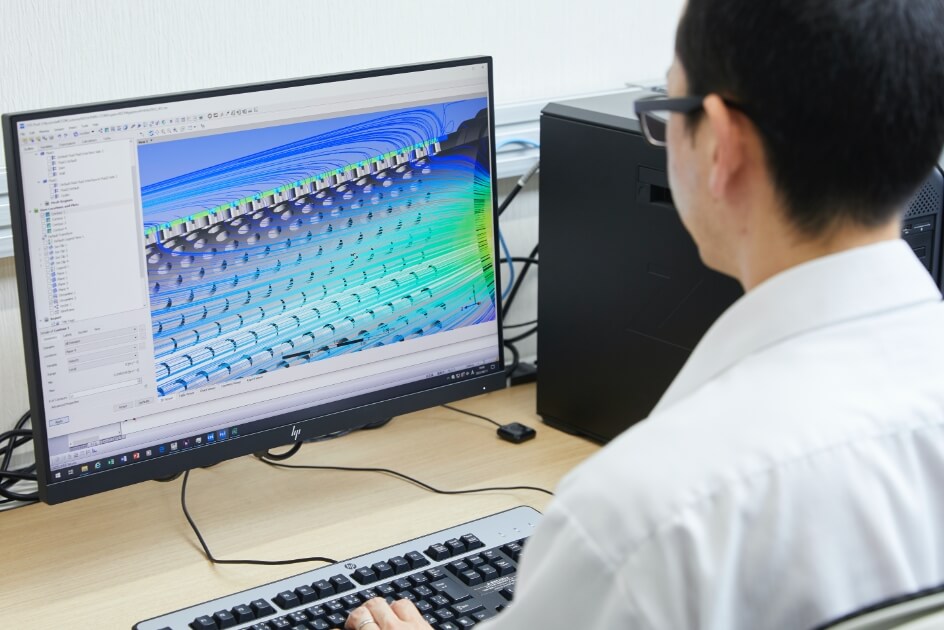
フィルターの設計・開発において、必要に応じてろ過精度や初期圧力損失、耐圧強度を評価します。そのため、当社では様々な試験設備を保有されています。流体解析により、ろ材の初期圧力損失やフィルター内の流れを評価することもあります。