
技術情報
設計の流れ
関西金網では、お客様のご使用条件にもとづいて、最適なふるい分けスクリーン(ふるい分け用金網)を提案します。
設計フロー
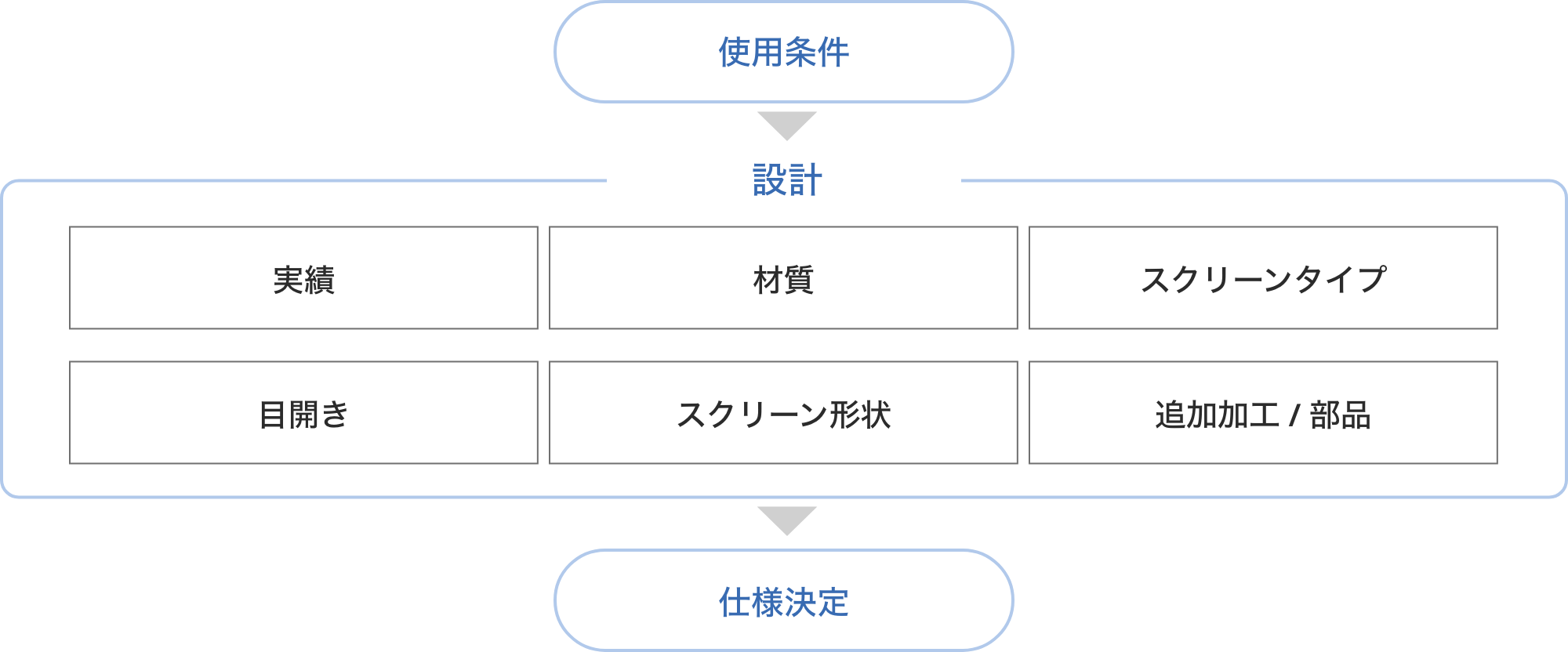
| 使用条件 | スクリーンを導入する、あるいは使用されているプロセスの粒子特性や操作条件を確認します。 |
|---|---|
| 実績 | すでにスクリーンを使用されている場合や、当社の実績に使用条件とマッチするものがあれば、それらを参考にします。 |
| 材質 |
温度や腐食環境、磁性の要否、強度を考慮して材質を選びます。 KMGメッシュへ |
| スクリーンタイプ |
ふるい分けの目的や使用条件から、スクリーンタイプ(金網の種類)を選定します。各スクリーンタイプの詳細は製品情報をご覧ください。 ふるい分けスクリーンの選定フロー例へ |
| 目開き |
分離したい粒子サイズから、スクリーンに求められる目開きを計算します。また、処理能力と強度のバランスを考えて開孔率を決めます。 目開き・開孔率計算へ |
| スクリーン形状 | 使用するふるい機に応じてスクリーン形状(円形、角形など)を決めます。 |
| 追加加工/部品 |
必要に応じて、スクリーンに補強や保護、目詰まり対策の追加加工を行います。 追加加工/部品例へ |
| 仕様決定 | 上記設計を経て、お客様の要求を満たすふるい分けスクリーン仕様を決定します。 |
ふるい分けスクリーンの選定フロー例※
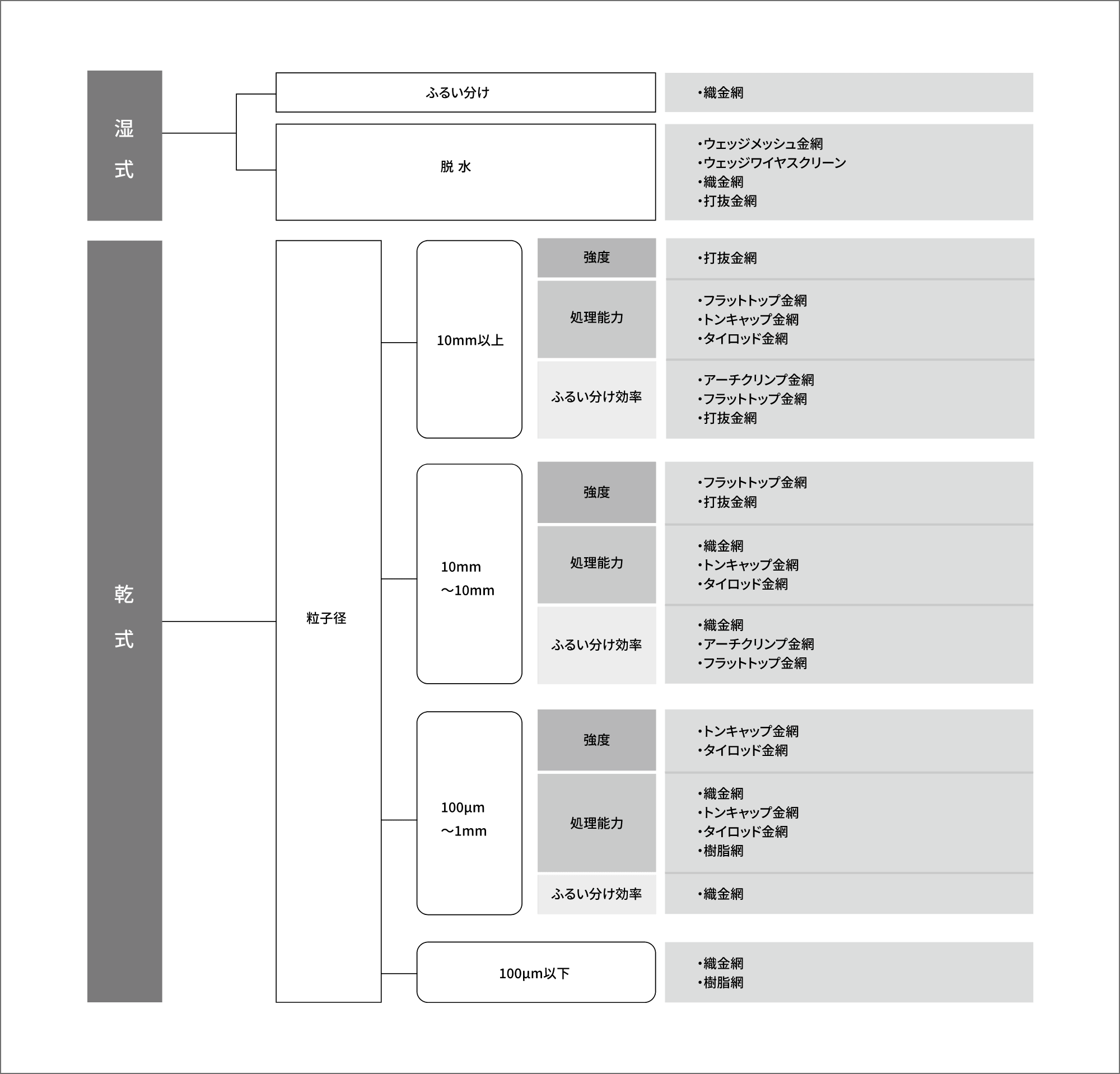
※本フローはあくまで目安であり、実際とは異なる場合があります。
オーダーメイド対応承ります!
工業用金網は、お客様の用途や使用条件によって多種多様です。当社はお客様のニーズに合わせて各部署が連携し「オーダーメイド」で製品を製造しています。
ヒアリングから納入後のサポートまで、一貫体制でお客様の求める最適な製品を提供します。
KMGメッシュ®

織金網に広く使用されているSUS304などのオーステナイト系ステンレス鋼は、磁性に乏しく、スクリーンが折損しても検知・回収が困難です。一方で、磁性に富むステンレス鋼としてフェライト系や二相系がありますが、流通しているものでは耐食性に乏しかったり、金網にしづらかったりします。
当社が開発した磁性金網「KMGメッシュ®」は上記の弱点を克服し、異物混入対策品として広く採用されています。
KMGメッシュ®には以下の2種類の磁性材料があります。
1.KNM21
強磁性の織金網が必要な用途に適しています。
適用線径:φ0.1mm以上、最大メッシュ:100mesh
2.ダーマロイ
磁性を有し、かつ耐久性に優れた織金網が必要な用途に適しています。
● ダーマロイⅠ(細目向け)・・・適用線径:φ0.6mm以下、最大メッシュ:400mesh
● ダーマロイⅡ(粗目向け)・・・適用線径:φ0.6mmを超える、最大メッシュ:12mesh
いずれも通常の織金網と同様に様々なスクリーン形状へ加工ができます。KMGメッシュ の詳しい特性はスクリーンカタログをご覧ください。
目開き・開孔率計算
平織金網、綾織金網の目開きは、以下の式によって計算できます。
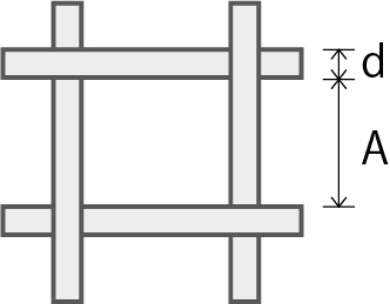
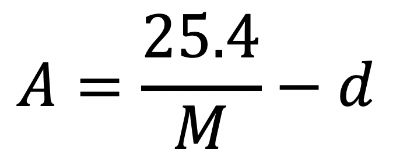
A:目開き [mm] M:メッシュ [-] d:線径 [mm]
メッシュとは1インチ(25.4mm)間にある線の数、あるいは網目の数を指します。例えば、500メッシュの金網だと1インチ間に500本もの金属ワイヤーが入っています。
この式から、メッシュ、あるいは目開きだけでは平織・綾織金網を特定することはできず、線径、メッシュ、目開きのうち少なくとも2つの情報が必要であることがわかります。
例)“100mesh”だけだと目開きが決まらず、“線径0.1mmの100mesh”で“目開き0.154mm”、“線径0.12mm”の100meshで“目開き0.134mm”となります。
開孔率(スクリーン表面のうち網目開口部が占める面積割合)は次式で計算されます。
同じ目開きの場合、線径を小さくするほど開孔率は高くなり、処理能力は上がりますが、強度は下がります。反対に、同じ目開きで線径を大きくすると、開孔率は低くなり、処理能力は下がりますが、強度は上がります。
カタログには、平織、綾織金網の線径、目開き、開孔率の関係をまとめた仕様一覧もあります。
パンチングメタル(打抜金網)等、その他のスクリーンタイプの目開きについては、製品情報やカタログをご参照ください。
平畳織・綾畳織金網は立体的な網目構造を持つため、目開き計算式も複雑になります。目開き計算が必要な場合は、当社までお問い合わせください。
スクリーンの目開きや、
その他技術的なお困りごとがありましたら、
ご遠慮なくお問い合わせください。
追加加工 / 部品
ご使用条件や過去のトラブル事例を考慮し、必要に応じて次のような追加加工を行ったり、追加部品を取り付けたりします。
- ワイヤーがほつれてくるのを防ぐため、金網端部を適当な間隔で溶接止めする。
- ふるい機の網受けが当たる箇所を保護・補強するために樹脂(シリコンなど)で固める。
- 粉体付着抑制、目詰まり抑制のため、フッ素樹脂コーティングやマイクロディンプル処理®を行う。
- 粉体投入箇所を保護するため、補強板を取り付ける。 など
※マイクロディンプル処理®は株式会社サーフテクノロジーの登録商標です。
金網のトラブル対策
ふるい分けでは様々な問題が発生する場合があります。
目詰まり(単一目詰まりや集合目詰まり、付着目詰まりなど)や、以下の代表的な問題とその解決法をカタログに記載しています。
- 金網が裂けるように破れる
- 摩耗によって早期に金網が破れる
- いつも同じ所が破れる
- 処理能力を増やしたい
- ふるい分け効率を上げたい など
ふるい分けスクリーンの
評価試験


ふるい分けスクリーンの設計・開発において、必要に応じて目開きや強度、ふるい分け性を評価します。そのため、当社では様々な試験設備を保有しています。また、強度等を評価するために構造解析を行うこともあります。